
Piegatura industriale della lamiera: tipi e caratteristiche
La piegatura delle lamiere è un processo di produzione essenziale nell'industria metallurgica che prevede la deformazione di un foglio di metallo, comunemente chiamato lamiera, per ottenere un angolo o una forma specifici. Questo processo viene utilizzato per creare un'ampia varietà di prodotti e componenti metallici, da parti semplici come le staffe a strutture complesse come le carrozzerie dei veicoli e i componenti dei macchinari. Prima di iniziare a lavorare con una Pressa Piegatrice idraulica MP1500CNC e una Pressa Piegatrice idraulica MP3003CNC, è essenziale comprendere i diversi tipi di piegatura:

Tipi di piegatura della lamiera
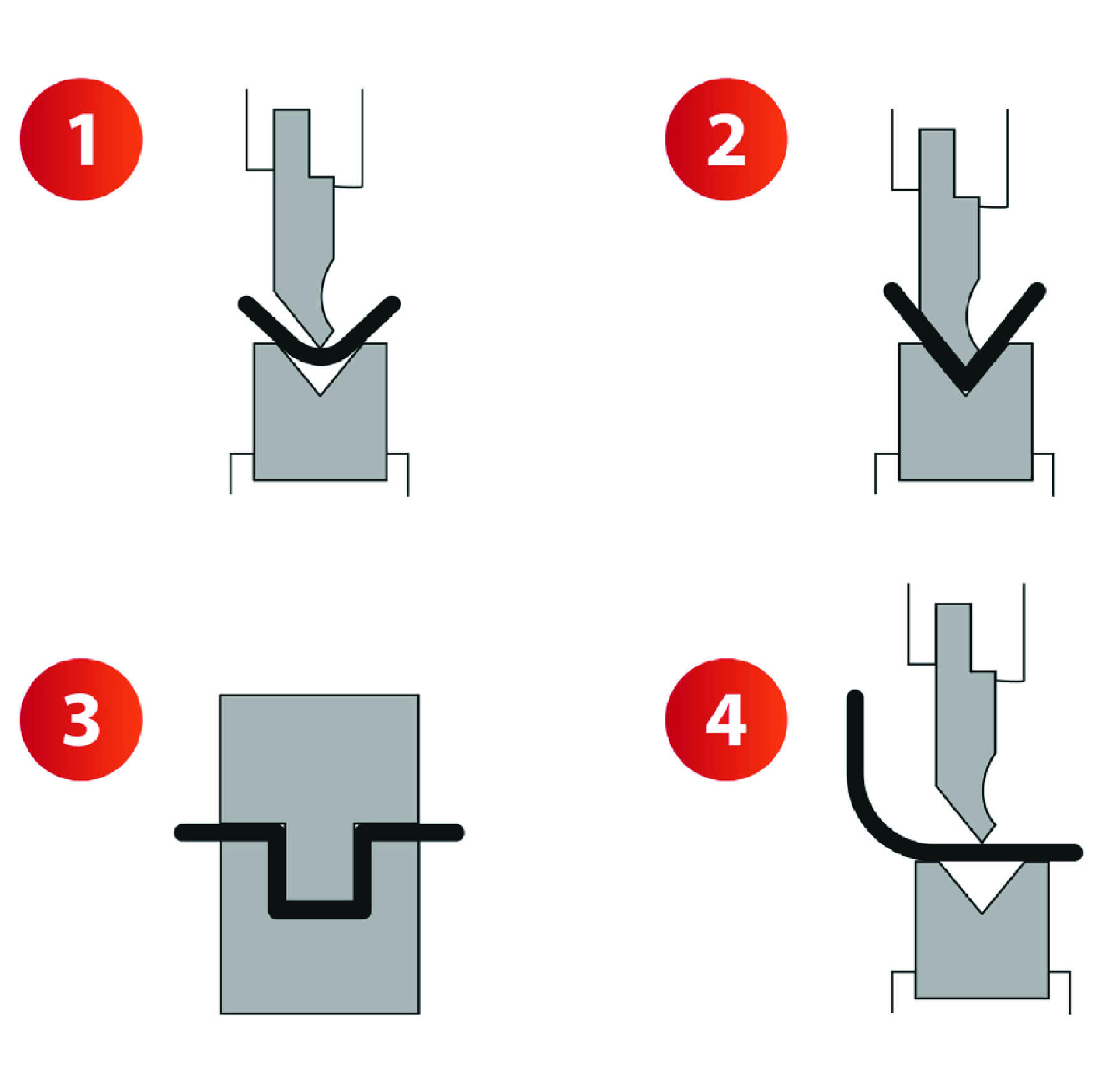
1. Piegatura ad aria
La piegatura ad aria è il processo di piegatura eseguito sulla matrice senza che la lamiera piegata raggiunga la sua parte inferiore. In altre parole, quando il punzone raggiunge la sua posizione più bassa, c'è uno spazio o un'area vuota sotto la lamiera, tra questa e la matrice. Ciò consente di ottenere diversi angoli di piegatura utilizzando gli stessi attrezzi, il che richiede di lavorare con estrema precisione per garantire un risultato perfetto.
Con l'introduzione della Tecnologia CNC nelle Pressa Piegatrice idraulica MP1500CNC e Pressa Piegatrice idraulica MP3003CNC, il metodo di piegatura più frequentemente utilizzato è la piegatura ad aria o piegatura parziale. Durante qualsiasi processo di piegatura, la lamiera subisce il ritorno elastico non appena smettiamo di applicare pressione su di essa. Grazie al CNC, la tecnica di piegatura ad aria stima il grado di questo ritorno elastico e abbassa il punzone tenendo conto di questo fattore.
Ci sono due aspetti fondamentali che devono essere controllati durante l'esecuzione di questo tipo di piegatura: la posizione della lamiera durante il ribassamento e la pressione esercitata sul materiale. Questi due concetti sono vitali per utilizzare efficacemente questa tecnica di piegatura.
Vantaggi della piegatura ad aria
- Maggiore gamma di angoli di piegatura: Questa tecnica consente una gamma più ampia di angoli nelle parti piegate utilizzando la pressa piegatrice idraulica MP1500CNC e la pressa piegatrice idraulica MP3003 CNC. Con un set di attrezzi (punzone e matrice) impostato a 30°, è possibile ottenere qualsiasi angolo compreso tra 30° e 180° mediante la piegatura ad aria.
-
Esecuzione più rapida: La piegatura ad aria è più veloce, poiché per ottenere un angolo più acuto è sufficiente abbassare il punzone di pochi millimetri. Al contrario, altre tecniche potrebbero richiedere maggiore pressione o un tempo di permanenza più lungo per la lamiera.
-
Requisito di pressione inferiore: La pressione necessaria è inferiore rispetto ad altri metodi di lavoro.
-
Riduzione dell'attrito: La lamiera subisce meno segni a causa della superficie di attrito limitata con la matrice.
-
Meno usura: Punzoni e matrici hanno una maggiore durata.
-
Requisito di tonnellaggio inferiore: È necessaria una piegatrice con un tonnellaggio inferiore rispetto a quello richiesto per la stessa piegatura utilizzando un'altra tecnica.
Svantaggi della piegatura ad aria
-
Ridotta precisione di piegatura: La precisione dell'angolo di piegatura è inferiore rispetto ad altri metodi di piegatura. La precisione è approssimativamente entro +/- 1 grado.
-
Ritorno elastico: Questa tecnica lavora con il ritorno elastico, ma non lo elimina. Per questo motivo, è una tecnica difficile da utilizzare per lavorare su raggi ampi o pezzi con un significativo ritorno elastico.
2. Piega dal fondo
La piega dal fondo è il processo di piegatura eseguito sulla matrice, premendo la lamiera con il punzone fino a quando raggiunge il fondo della matrice. L'angolo di piegatura risultante dipende dal punzone e dalla matrice utilizzati.
Con la tecnica della piegatura dal fondo, la lamiera entra in contatto con il fondo della V della matrice inferiore. Questa tecnica è preferita quando si mira a una maggiore precisione sia nell'angolo di piegatura che nel raggio del profilo da piegare.
La precisione aumenta perché la lamiera viene formata con un supporto inferiore, consentendo un raggio più uniforme all'estremità della piega e una riduzione più consistente del ritorno elastico. Questo si traduce in definitiva in una piegatura più accurata.
Per questo metodo di piegatura, è essenziale scegliere punzoni e matrici appropriati. L'angolo e l'apertura degli attrezzi devono essere calcolati con precisione per ottenere il profilo desiderato, tenendo conto del ritorno elastico che la lamiera presenterà.
Il punzone e la matrice dovrebbero avere lo stesso angolo per ottenere una migliore distribuzione della forza sulla lamiera tra entrambi i lati.
Vantaggi della piegatura dal fondo
-
Pressione inferiore: Ottenere una buona precisione con una pressione inferiore sulla pressa piegatrice idraulica MP1500CNC e sulla pressa piegatrice idraulica MP3003 CNC.
-
Produzione di massa: Maggiore ripetibilità delle parti per lunghe serie di produzione.
-
Riduzione del ritorno elastico.
-
Meno deformazione nelle lamierine forate: I fori vicino alla zona di piegatura subiscono una deformazione inferiore. Questa deformazione viene in parte corretta quando la lamiera viene pressata tra gli attrezzi.
-
Maggiore precisione: Tolleranza approssimativa di 1/2 grado.
Svantaggi della piegatura dal fondo
-
Nessuna correzione ammessa: È impossibile correggere gli errori nel risultato dell'angolo di piegatura, poiché gli attrezzi sono alla massima capacità. Il punzone non può essere abbassato ulteriormente.
-
Gamma limitata di angoli: Questa tecnica è utilizzata solo per ottenere angoli compresi tra 80° e 90°.
- Necessità di più attrezzi: Sono necessari strumenti specifici per ogni lavoro di piegatura specifico.
-
Aumento dell'attrito: Minore qualità estetica delle parti piegate a causa di un maggiore attrito tra la lamiera e la matrice.
3. Stampaggio
Lo stampaggio consente di piegare la lamiera su se stessa per conferire maggiore resistenza a specifiche aree.
La tecnica di stampaggio prende il nome dal processo con cui vengono coniate le monete. Questo perché il processo di stampaggio consente la creazione di pezzi perfettamente identici tra loro, simili alle monete.
Tuttavia, il processo di stampaggio richiede una pressione molto elevata rispetto allo spessore della lamiera. Questa tecnica richiede una forza 4 o 5 volte superiore rispetto alla pressione utilizzata nella piegatura ad aria. Gli attrezzi utilizzati nel processo di stampaggio devono avere l'angolo esatto desiderato per il pezzo di lamiera. Infatti, la forza richiesta dal processo è necessaria per superare il ritorno elastico della lamiera, "imprimendo" o "stampando" la forma degli attrezzi sulla lamiera. Chiaramente, si tratta di un processo continuo, ma è limitato a spessori specifici e a determinate piegatrici.
Vantaggi dello stampaggio
- Risultati consistenti
- Tolleranza di 1/4 di grado
- Capacità di ottenere raggi minimi nelle parti piegate
Svantaggi dello stampaggio
- Ridotta durata della piegatrice e degli attrezzi
- Aumento dell'attrito: Scarso risultato estetico della lamiera piegata a causa di elevati livelli di attrito.
- Necessità di più attrezzi: Ogni spessore di lamiera richiede un punzone e una matrice diversi, rispettando l'angolo, il raggio, la resistenza e l'apertura della matrice.
- Solo per spessori sottili della lamiera: È impossibile utilizzare questa tecnica per spessori di lamiera superiori a 2 mm, poiché la pressione necessaria sarebbe eccessivamente alta.
4. Piegatura della lamiera o laminazione
Questo tipo di piegatura è una variante della piegatura ad aria che consente diversi raggi di curvatura di una lamiera attraverso molteplici piegature sequenziali eseguite sulla stessa lamiera. Il risultato di questo tipo di piegatura è un angolo con un raggio più grande o più piccolo.
Grazie alle capacità CNC della pressa piegatrice idraulica MP1500CNC e della pressa piegatrice idraulica MP3003 CNC, è possibile programmare questo tipo di piegatura inserendo il raggio di curvatura, la distanza tra le pieghe e l'angolo desiderato. La scelta di questa distanza dipende dalla finitura desiderata; una distanza più piccola tra le pieghe produce una migliore definizione della curva. Con questi dati inseriti, la CNC si occupa dei calcoli necessari per determinare gli angoli di piegatura ad ogni passo, risultando nella forma curva finale.
Vantaggi della piegatura o laminazione della lamiera
-
Capacità di piegatura: Anche se le piegatrici di lamiera non sono le macchine ideali per la piegatura della lamiera, questo tipo di piegatura ci consente di ottenere piegature molto vicine a una piega che altrimenti non sarebbe possibile.
-
Ampia gamma di raggi di curvatura: Questa tecnica consente una vasta gamma di raggi di curvatura nelle parti piegate. Con un set di attrezzi (punzone e matrice) impostato a 30°, utilizzando queste sequenze di piegatura, è possibile ottenere qualsiasi curva da 0° a 90°.
-
Requisito di pressione inferiore: Meno pressione è necessaria rispetto ad altri metodi di lavoro perché vengono eseguite piegature di piccoli angoli multiple, richiedendo meno forza.
-
Attrito ridotto: La lamiera subisce meno segni a causa della superficie di attrito minima con la matrice e della pressione inferiore del punzone.
-
Meno usura: Punzoni e matrici hanno una durata prolungata.
Svantaggi della piegatura o laminazione della lamiera
-
Percezione delle pieghe: A differenza della piegatura della lamiera, la laminazione attraverso molteplici pieghe non fornisce la stessa finitura liscia nel risultato finale. La lamiera piegata usando questa tecnica può mostrare le pieghe.
-
Ritorno elastico: Questa tecnica lavora con il ritorno elastico, ma non lo elimina. Per questo motivo, è difficile utilizzare questa tecnica per lavorare su raggi ampi o pezzi con un significativo ritorno elastico.
Per saperne di più su diverse tecniche di piegatura, la scelta di punzoni e matrici, la programmazione CNC, l'interpretazione delle tabelle di piegatura, i fattori da considerare per una piegatura ottimale e molto altro ancora, puoi guardare il tutorial video sulla piegatura utilizzando la pressa piegatrice idraulica MP1500CNC e la pressa piegatrice idraulica MP3003 CNC.
Lascia un commento
Ultime novità

Che cos'è il macchinario industriale, tipi e a cosa serve

Piegatura automatizzata con le Curvatubi CNC Nargesa

Prada Nargesa: Innovazione a industryLIVE 2025



Iscriviti alla nostra Newsletter
Entra a far parte della community Nargesa e ricevi tutte le informazioni sul settore, video dimostrativi, promozioni sui macchinari...
Clienti
Alcuni dei nostri clienti








