
Plegat de xapa industrial: Tipus i característiques
El plegat de xapa és un procés de fabricació essencial en la indústria metal·lúrgica que consisteix a deformar una làmina metàl·lica, comunament anomenada xapa, per a obtenir un angle o forma específica. Aquest procés s'utilitza per a crear una àmplia varietat de productes i components metàl·lics, des de peces simples com són els suports fins a estructures complexes com a carrosseries de vehicles i components de maquinària. Abans de començar a treballar amb una Plegadora Hidràulica MP1500CNC i Plegadora Hidràulica MP3003CNC és imprescindible conèixer els seus diferents tipus de plegat.

Tipus de plegat de xapa
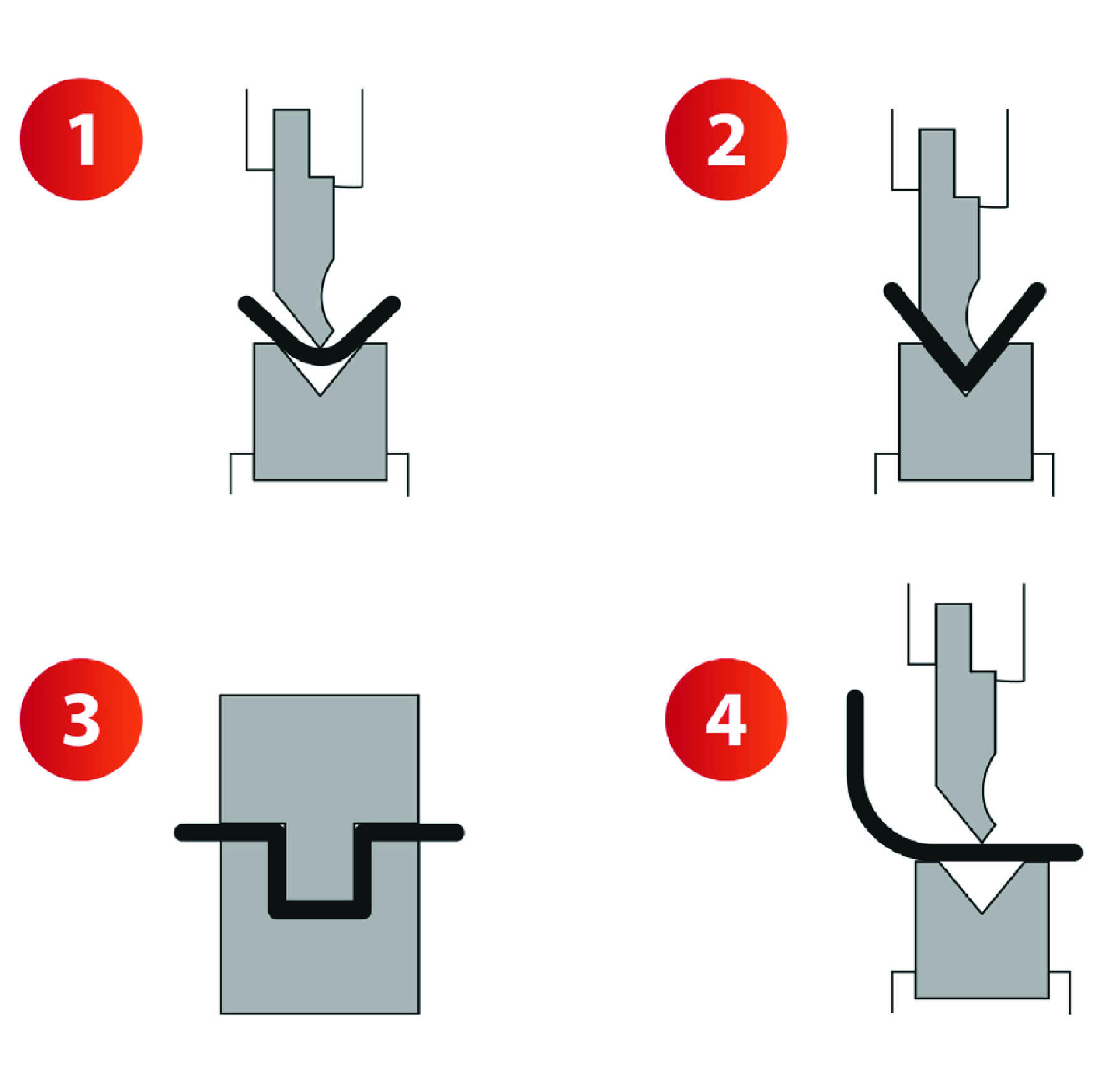
1. Plegat a l'aire
És el plegat realitzat sobre la matriu sense que la làmina plegada amb el punxó arribi a la part inferior de la mateixa. Dit d'una altra manera, en el moment en què el punxó arriba a la seva posició més baixa, hi ha una llum o un espai d'aire per sota de la làmina, entre aquesta i la matriu. Això permet obtenir diferents angles de plegat utilitzant les mateixes eines, cosa que requereix treballar amb extrema precisió per garantir un resultat perfecte.
Des de la introducció del CNC a la Plegadora Hidràulica MP1500CNC i la Plegadora Hidràulica MP3003CNC, la forma de plegat que s'utilitza amb més freqüència és el plegat a l'aire o plegat parcial. Durant qualsevol procés de plegat, la làmina exerceix un retorn elàstic en deixar de exercir pressió sobre ella. Gràcies al CNC, la tècnica de plegat a l'aire estima de quants graus serà aquest retorn i baixa el punxó tenint en compte aquest factor.
Hi ha dos aspectes fonamentals que hem de controlar a l'hora de realitzar aquest tipus de plegat: la posició de la xapa en baixar i la pressió que s'exerceix sobre el material; aquests dos conceptes són vitals per poder utilitzar aquesta tècnica de plegat amb garanties.
Avantatges del plegat a l'aire
- Major gamma d'angles de plegat: Aquesta tècnica permet obtenir una gamma major d'angles a les peces plegades amb la Plegadora hidràulica MP1500CNC i la Plegadora hidràulica MP3003 CNC. Amb un kit d'eines (punxó i matriu) a 30° es pot obtenir, mitjançant plegat a l'aire, qualsevol graduació des de 30° fins a 180°.
- Major rapidesa en l'execució: El plegat a l'aire és més ràpid, ja que per obtenir un angle més agut, és suficient amb baixar la xapa uns mil·límetres. En altres tècniques, en canvi, s'ha d'exercir més pressió o augmentar el temps de repòs de la xapa.
- Menor pressió: La pressió necessària és menor que en altres formes de treball.
- Menys fricció: La làmina resulta menys marcada degut a la petita superfície de fricció amb la matriu.
- Menor desgast: Els punxons i les matrius augmenten la seva vida útil.
- Menor tonatge: Es necessita una plegadora amb menor tonatge que el que seria necessari pel mateix plegat amb una altra tècnica.
Desavantatges del plegat a l'aire
- Menor precisió de plegat: La precisió de l'angle de plegat és menor que en altres tipus de plegat. La precisió és aproximadament de +/- 1 grau.
- Retorn elàstic: Aquesta tècnica treballa amb el retorn elàstic, però no l'elimina. Per aquesta raó, és una tècnica difícil per treballar amb grans radis o peces amb gran retorn elàstic.
2. Plegat a fons
És el plegat realitzat sobre la matriu, pressionant la làmina amb el punxó fins que s'arriba a la part inferior de la mateixa. L'angle de plegat resultant depèn del punxó i la matriu utilitzats.
Amb la tècnica de plegat a fons, la làmina arriba a recolzar-se sobre el fons de la V de la matriu inferior. Aquesta tècnica és preferible quan es busca major precisió en l'angle i en el radi del perfil a plegar.
La precisió augmenta ja que la làmina es conforma amb un recolzament inferior que permet obtenir un radi més homogeni a la punta del plegat i una major ruptura del retorn elàstic. Això resulta finalment en un plegat més precís.
Per a aquesta forma de plegat és essencial escollir els punxons i les matrius adequats. Cal calcular amb precisió l'angle i l'obertura que han de tenir les eines per obtenir el perfil desitjat amb el retorn elàstic que aquesta làmina presentarà.
El punxó i la matriu han de tenir el mateix angle, per obtenir una millor distribució de la força sobre la làmina entre ambdós costats.
Avantatges del plegat a fons
- Menor pressió: Bona precisió amb menor pressió de la Plegadora hidràulica MP1500CNC i la Plegadora hidràulica MP3003 CNC.
- Producció en sèrie: Major repetibilitat de les peces en cas de sèries de producció llargues.
- Menor retorn elàstic
- Menor deformació en làmines punxonades: En cas d'agulles a prop de la zona de plegat, aquestes surten menys deformades. Aquesta deformació es corregeix, en part, en ser premsada la làmina entre les eines.
- Major precisió: Tolerància aproximada de 1/2 grau.
Desavantatges del plegat a fons
- No permet correccions: Resulta impossible corregir errors en el resultat de l'angle, ja que les eines estan al màxim de la seva possibilitat. No és possible baixar més el punxó.
- Petita gamma d'angles: Aquesta tècnica s'utilitza només per obtenir angles entre 80° i 90°.
- Necessitat de més eines: Són necessàries eines específiques per a cada plegat en particular.
- Major fricció: Mala qualitat estètica de les peces plegades a causa d'una major fricció entre la làmina i la matriu.
3. Estampat
L'estampat permet realitzar un plegat de la xapa sobre ella mateixa per proporcionar més resistència a determinades zones d'aquesta.
La tècnica d'estampat rep el seu nom pel procés pel qual s'estampen monedes. Això es deu al fet que el procés d'estampat és aquell que permet obtenir peces perfectament iguals entre si, com ho són les monedes.
No obstant això, el procés d'estampat és aquell que requereix una pressió molt gran respecte a l'espessor de la làmina. Aquesta tècnica necessita una força de 4 o 5 vegades la pressió que s'utilitza en el plegat a l'aire. Les eines utilitzades en el procés d'estampat han de tenir l'angle exacte que es desitja obtenir a la peça de làmina. De fet, la força que el procés exigeix és la necessària per trencar el retorn elàstic de la làmina, i així "imprimir" o "estampar" la forma de les eines en la làmina. Evidentment, és un procés constant, però limitat a certs gruixos i a algunes plegadores en particular.
Avantatges de l'estampat
- Resultat constant
- Tolerància de 1/4 de grau
- Possibilitat d'obtenir radis mínims a la peça plegada
Desavantatges de l'estampat
- Vida útil reduïda de la plegadora i les eines
- Major fricció: Mal resultat estètic de la làmina plegada degut al alt grau de fricció.
- Necessitat de més eines: Cada gruix de xapa ha d'utilitzar un punxó i una matriu diferents, respectant l'angle, el radi, la resistència i l'obertura de la matriu.
- Només per a gruixos de xapa petits: És impossible usar aquesta tècnica en gruixos majors a 2 mm ja que la pressió necessària seria massa alta.
4. Curvat de xapa o Calandreig
Aquest tipus de plegat és una variant del plegat a l'aire que permet obtenir diferents radis de corb d'una xapa a partir de múltiples plegats seqüencials realitzats sobre la mateixa. El resultat d'aquest tipus de plegat és un angle amb un radi més gran o més petit.
Gràcies al CNC de les Plegadores Hidràuliques MP1500CNC i Plegadora Hidràulica MP3003 CNC podem programar aquest tipus de plegat introduint el radi de corb, la distància entre els plegats i l'angle. Aquesta distància la triem a criteri del tipus de acabat que desitgem, a menor distància entre plecs, millor definició de la corba. Introduïts aquests dades, el CNC s'encarrega de realitzar els càlculs necessaris per determinar els graus de plegat en cadascun d'ells perquè el resultat final sigui una corba.
Avantatges del curvat de xapa o calandreig
- Possibilitat de realitzar curvats: Tot i que les plegadores de xapa no són les màquines ideals per realitzar curvats en xapa, aquest tipus de plegat ens permet realitzar corbes molt pròximes a un plec que no seria possible d'una altra manera.
- Gran gamma de radis de corb: Aquesta tècnica permet obtenir una gran gamma de radis de corb a les peces plegades. Amb un kit d'eines (punxó i matriu) a 30° es pot obtenir, mitjançant aquestes seqüències de plegat, qualsevol corba des de 0° fins a 90°.
- Menor pressió: La pressió necessària és menor que en altres formes de treball ja que en realitzar múltiples plegats, els graus de plegat són petits i no requereixen molta pressió.
- Menor fricció: La làmina resulta menys marcada degut a la petita superfície de fricció amb la matriu i la petita pressió del punxó.
- Menor desgast: Els punxons i les matrius augmenten la seva vida útil.
Desavantatges del curvat de xapa o calandreig
- Percepció dels plecs: A diferència del curvat de xapa, el calandreig mitjançant múltiples plegats no proporciona el mateix acabat al resultat final. A la xapa corbada mitjançant aquesta tècnica es poden apreciar els plecs.
- Retorn elàstic: Aquesta tècnica treballa amb el retorn elàstic, però no l'elimina. Per aquesta raó, és una tècnica difícil per treballar amb grans radis o peces amb gran retorn elàstic.
Per conèixer més sobre Tipus de plegat, com triar els punxons i les matrius, com programar el CNC, interpretar les taules de plegat, els factors a tenir en compte per aconseguir un plegat òptim i molt més, podeu veure el vídeo tutorial de plegat de la Plegadora hidràulica Nargesa MP3003CNC.
Deixa'ns un comentari
Darreres noticies
Com corbar tub quadrat sense arrugues: cinc mètodes provats

Què és la maquinaria industrial, quins tipus hi ha i per a què serveix

Doblada automatitzada amb les Corbadores CNC Nargesa



Subscriu-te a la nostra Newsletter
Uneix-te a la comunitat Nargesa i rep tota la informació del sector, vídeos demostratius, promocions en maquinària...
Clients
Alguns dels nostres clients








