
Pliage de tôles industrielles: Types et caractéristiques
Le pliage des tôles est un processus de fabrication essentiel dans l'industrie métallurgique qui consiste à déformer une feuille de métal, communément appelée tôle, pour obtenir un angle ou une forme spécifique. Ce processus est utilisé pour créer une grande variété de produits et de composants métalliques, depuis les pièces simples telles que les supports jusqu'aux structures complexes telles que les carrosseries de véhicules et les composants de machines. Avant de commencer à travailler avec une Plieuse hydraulique MP1500CNC et une Plieuses hydrauliques MP3003CNC, il est essentiel de comprendre les différents types de pliage.

Types de pliage de tôles
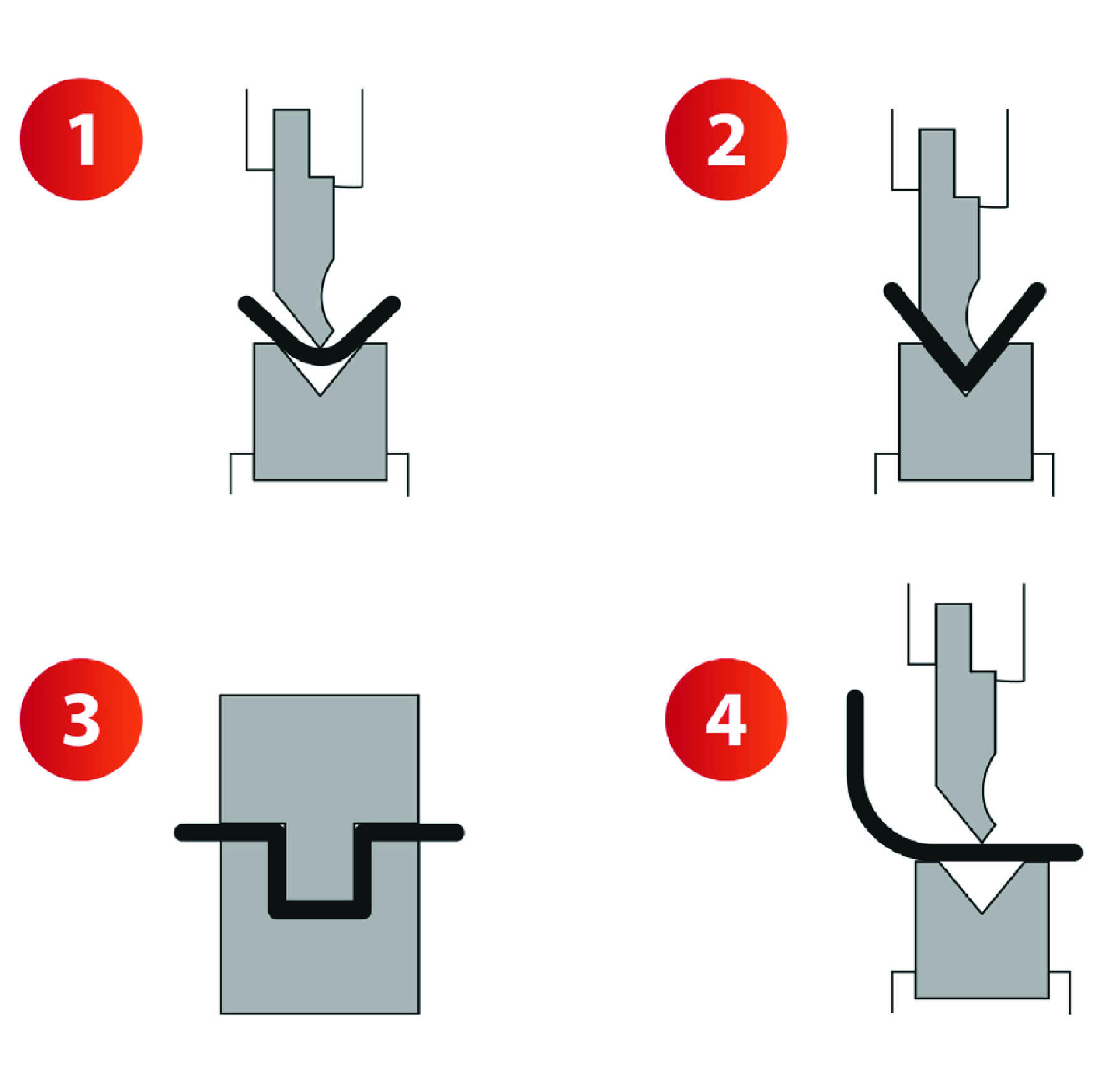
1. Pliage à l'air
C'est le pliage effectué sur la matrice sans que la feuille soit pliée avec le poinçon atteignant le fond de celle-ci. En d'autres termes, lorsque le poinçon atteint sa position la plus basse, il y a une lumière ou un espace d'air sous la feuille, entre celle-ci et la matrice. Cela permet d'obtenir des angles de pliage différents avec les mêmes outils, ce qui nécessite de travailler avec une extrême précision pour garantir un résultat parfait.
Depuis l'introduction du CNC dans les plieuses hydrauliques, la forme de pliage la plus fréquemment utilisée est le pliage à l'air ou le pliage partiel. Lors de tout processus de pliage, la feuille exerce un rappel élastique dès que l'on arrête d'exercer une pression sur elle. Grâce à la technique de cintrage à air CNC, estimez de combien de degrés ce retour sera et abaissez le poinçon en tenant compte de ce facteur.
Il y a deux aspects fondamentaux que nous devons maîtriser lors de la réalisation de ce type de pliage: la position de la lame lors de la descente et la pression exercée sur le matériau, ces deux notions sont indispensables pour pouvoir utiliser cette technique de pliage avec des garanties.
Certains des avantages du pliage à l'air sont:
- Une plus grande plage d'angles de pliage: Cette technique permet d'obtenir une plus grande plage d'angles dans les pièces pliées. Avec un kit d'outils (poinçon et matrice) à 30 °, toute graduation de 30 ° à 180 ° peut être obtenue par pliage à l'air.
- Exécution plus rapide: la flexion à l'air est plus rapide, car pour obtenir un angle plus net, il suffit d'abaisser le faisceau de quelques millimètres. Dans d'autres techniques, en revanche, il faut exercer plus de pression ou augmenter le temps de repos du lame.
- Pression inférieure: la pression nécessaire est inférieure à celle des autres formes de travail.
- Moins de frottement: la feuille est moins marquée en raison de la faible surface de friction avec la matrice.
- Moins d'usure: les poinçons et matrices augmentent leur durée de vie.
- Tonnage inférieur: Une plieuse avec un tonnage inférieur est nécessaire à ce qui serait nécessaire pour le même pliage avec une autre technique.
Tout comme les avantages de ce type de pliage, il faut aussi connaître les inconvénients:
- Précision de pliage inférieure: la précision de l'angle de pliage est inférieure à celle des autres types de pliage. La précision est d'environ +/- 1 degré.
- Retour élastique: Cette technique fonctionne avec le retour élastique, mais ne l'élimine pas. Pour cette raison, il est difficile de travailler de grands rayons ou des pièces à fort retour élastique.
2. Pliage profond
C'est le pliage effectué sur la matrice, en appuyant sur la feuille avec le poinçon jusqu'à ce que la partie inférieure de celle-ci soit atteinte. L'angle de pliage résultant dépend du poinçon et de la matrice utilisés.
Avec la technique de pliage en profondeur, la feuille vient reposer sur le bas du V de la matrice inférieure. Cette technique est préférable lorsque l'on recherche une plus grande précision dans l'angle et le rayon du profil à plier.
La précision augmente puisque la feuille est formée avec un support plus bas qui permet d'obtenir un rayon plus homogène à la pointe du pli et une plus grande rupture du rappel élastique. Cela aboutit finalement à un pliage plus précis.
Pour cette forme de pliage, il est essentiel de choisir les bons poinçons et matrices. L'angle et l'ouverture que doivent avoir les outils pour obtenir le profil souhaité avec le rappel élastique que présentera ladite feuille doivent être calculés avec précision.
Les avantages du pliage profond sont:
- Basse pression: bonne précision avec une pression de machine inférieure.
- Production en série: plus grande répétabilité des pièces en cas de longues séries de production.
- Retour moins élastique
- Moins de déformation dans les tôles perforées: dans le cas de trous proches de la zone de pliage, ceux-ci sont moins déformés. Cette déformation est corrigée, en partie, lorsque la feuille est pressée entre les outils.
- Plus grande précision: tolérance approximative de 1/2 degré.
Les inconvénients du pliage profond sont:
- Il ne permet pas les corrections: Il est impossible de corriger les erreurs dans le résultat de l'angle, puisque les outils sont au maximum de leur possibilité. Le poinçon ne peut pas être abaissé davantage.
- Petite plage d'angles: Cette technique n'est utilisée que pour obtenir des angles compris entre 80 ° et 90 °.
- Besoin de plus d'outils: des outils spécifiques sont nécessaires pour chaque virage particulier.
- Frottement plus important: Mauvaise qualité esthétique des pièces pliées en raison d'un frottement plus important entre la tôle et la matrice.
3. Estampage
L'estampage permet de plier la feuille sur elle-même pour offrir plus de résistance à certaines zones de celle-ci.
La technique d'estampage tire son nom du processus par lequel les pièces sont estampées. En effet, le processus d'estampage est celui qui permet d'obtenir des pièces parfaitement égales les unes aux autres, comme des pièces de monnaie.
Cependant, le procédé d'estampage est celui qui nécessite une pression très élevée par rapport à l'épaisseur de la feuille. Cette technique nécessite une force de 4 à 5 fois la pression utilisée en flexion à l'air. Les outils utilisés dans le processus d'estampage doivent avoir l'angle exact que vous souhaitez obtenir dans le morceau de feuille. En fait, la force que le processus
il faut le nécessaire pour casser le retour élastique de la feuille, et ainsi «imprimer» ou «tamponner» la forme des outils sur la feuille.
C'est évidemment un processus constant, mais limité à certaines épaisseurs et à certains dossiers en particulier.
Certains des avantages de l'estampage de la tôle sont:
- Résultat constant
- Tolérance de 1/4 degré
- Possibilité d'obtenir des rayons minimaux dans la pièce pliée
D'autre part, les inconvénients sont:
- Réduction de la durée de vie utile du dossier et des outils
- Plus grand frottement: mauvais résultat esthétique de la tôle pliée en raison du haut degré de frottement.
- Besoin de plus d'outils: Chaque épaisseur de tôle doit utiliser un poinçon et une matrice différents, en respectant l'angle, le rayon, la résistance et l'ouverture de la matrice.
- Uniquement pour les petites épaisseurs de tôle: Il est impossible d'utiliser cette technique dans des épaisseurs supérieures à 2 mm car la pression nécessaire serait trop élevée.
4. Pliage ou calandrage de la tôle
Ce type de pliage est une variante de pliage à l'air qui permet d'obtenir différents rayons de courbure d'une tôle à partir de multiples plis séquentiels réalisés sur celle-ci. Le résultat de ce type de flexion est un angle avec un rayon plus ou moins grand.
Grâce à la CNC des plieuses de tôles, nous pouvons programmer ce type de pliage en saisissant le rayon de courbure, la distance entre les plis et l'angle. On choisit cette distance en fonction du type de finition que l'on souhaite, plus la distance entre les plis est petite, meilleure est la définition de la courbe. Une fois ces données saisies, la CNC se charge d'effectuer les calculs nécessaires pour déterminer les degrés de flexion dans chacun d'eux afin que le résultat final soit une courbe.
Certains des avantages du pliage de la tôle sont:
- Possibilité de pliage: Bien que les plieuses de tôles ne soient pas les machines idéales pour plier des tôles, ce type de pliage nous permet de réaliser des plis très proches d'un pli qui ne serait pas possible autrement.
- Large gamme de rayons de courbure: Cette technique permet d'obtenir une large gamme de rayons de courbure dans les pièces pliées. Avec un kit d'outillage (poinçon et matrice) à 30 ° il est possible d'obtenir, grâce à ces séquences de pliage, n'importe quelle courbe de 0 ° à 90 °.
- Pression plus faible: La pression nécessaire est plus faible que dans les autres formes de travail car lors de plusieurs virages, les degrés de flexion sont faibles et ne nécessitent pas beaucoup de pression.
- Moins de frottement: la tôle est moins marquée en raison de la faible surface de frottement avec la matrice et de la faible pression du poinçon.
- Moins d'usure: les poinçons et matrices augmentent leur durée de vie.
Tout comme les avantages de ce type de pliage, il faut aussi connaître les inconvénients:
- Perception des plis: contrairement au pliage de la tôle, le calandrage utilisant plusieurs plis ne donne pas la même finition dans le résultat final. Dans la feuille courbée en utilisant cette technique, vous pouvez voir les plis.
- Retour élastique: Cette technique fonctionne avec le retour élastique, mais ne l'élimine pas. Pour cette raison, il est difficile de travailler de grands rayons ou des pièces à fort retour élastique.
Pour en savoir plus sur les types de pliage, comment choisir les poinçons et les matrices, comment programmer la CNC, interpréter les tables de pliage, les facteurs à prendre en compte pour obtenir un pliage optimal et bien plus encore, vous pouvez voir le tutoriel vidéo sur le pliage. Plieuse hydraulique Nargesa MP3003CNC.
Laissez un commentaire
Dernières nouvelles

Qu'est-ce que la machinerie industrielle, types et à quoi elle sert

Cintrage automatisé avec les cintreuses CNC Nargesa

Prada Nargesa : Innovation à industryLIVE 2025



Abonnez-vous à notre newsletter
Rejoignez la communauté Nargesa et recevez toutes les informations sur le secteur, des vidéos de démonstration, des promotions de machines...
Clients
Certains de nos clients








