
Промышленная гибка листового металла: виды и характеристики
Гибка листового металла - это важный производственный процесс в металлообрабатывающей промышленности, который включает в себя деформацию металлического листа, обычно называемого листовым металлом, для получения определенного угла или формы. Этот процесс используется для создания широкого спектра металлических изделий и компонентов, от простых деталей, таких как кронштейны, до сложных конструкций, таких как кузова автомобилей и детали машин. Перед началом работы с гидравлический листогибочный пресс mp1500чпу и гидравлический листогибочный пресс MP3003 с ЧПУ необходимо разобраться в различных видах гибки:

Виды гибки листового металла
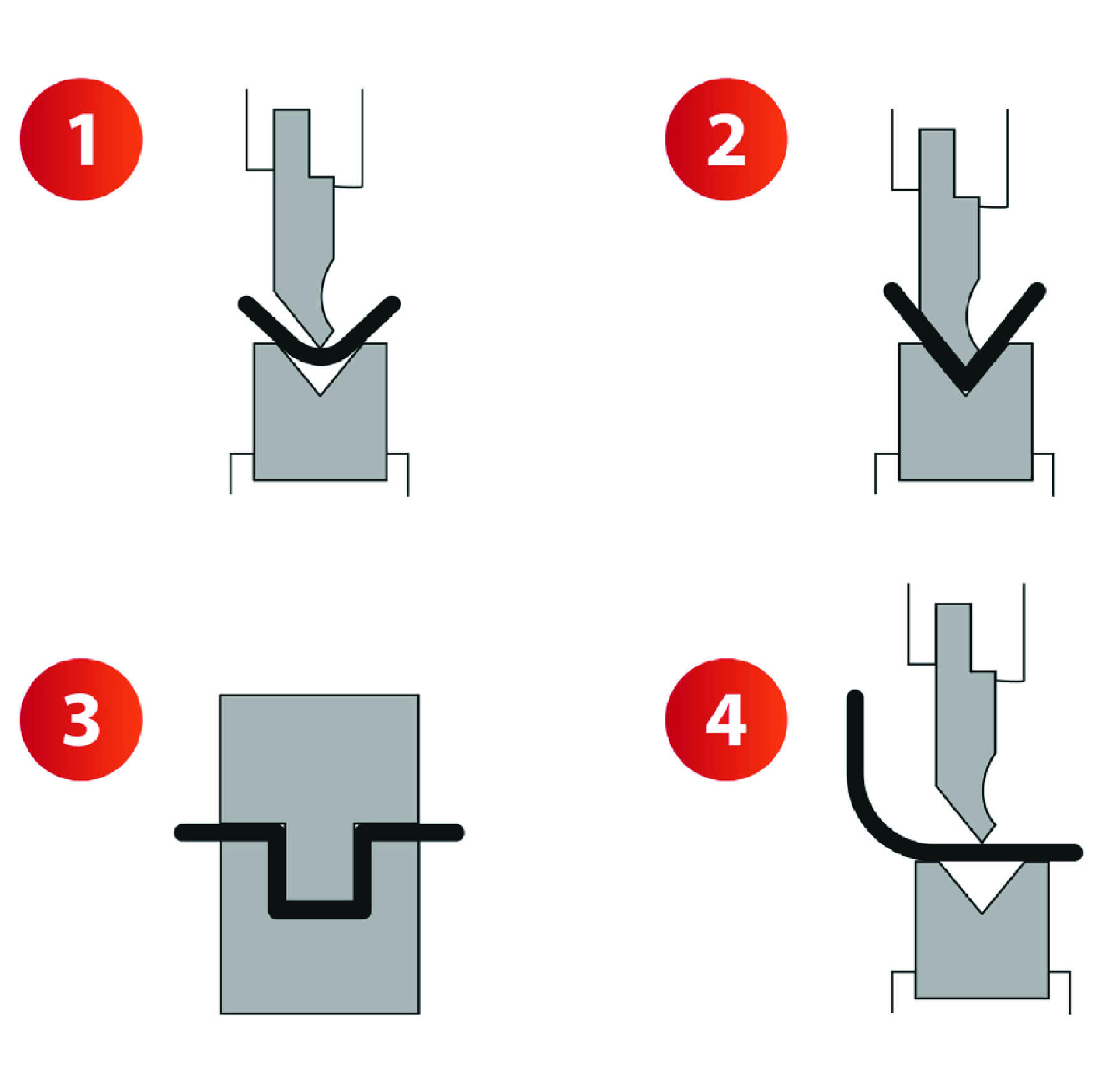
1. Воздушная гибка
Данный способ заключается в опускании гибочного пуансона в матрицу без соприкосновения верхнего и нижнего инструмента. Другими словами, когда пуансон достигает своего нижнего положения между листом и матрицей существует просвет или воздушный зазор. Это позволяет получать разные углы гибки с использованием одних и тех же инструментов, поэтому для гарантии идеального результата требуется максимальная точность в работе.
С момента внедрения ЧПУ в гидравлические гибочные станки наиболее часто используемая форма гибки - это воздушная гибка или частичная гибка. Во время любого процесса гибки как только мы прекращаем оказывать давление на лист, он имеет эффект обратного пружинения. Используя технику гибки воздухом с ЧПУ, оцените, на сколько градусов будет эта отдача, и опустите пуансон с учетом этого фактора.
Есть два фундаментальных аспекта, которые мы должны контролировать при выполнении данного способа гибки: положение инструмента при опускании и давление, оказываемое на материал, эти две концепции принципиально важны для корректного выполнения техники и гарантии качества.
Некоторые преимущества воздушной гибки:
- Большой диапазон угла гиба: Данная техника позволяет получить различный угол гиба. C набором инструментов (пуансон и матрица) на 30 градусов и используя технику воздушной гибки, вы можете получить различный угол гиба от 30 до 180 градусов.
- Высокая скорость работы: При данной технике обеспечена высокая скорость работы, так как для получения более острого угла достаточно опустить траверсу на несколько миллиметров. При других способах работы необходимо оказывать большее давление на лист или увеличивать время.
- Меньше усилие гибки: Требуемое давление меньше в сравнении с другими техниками.
- Меньше трение: остается меньше следов на листе из-за минимального трения поверхности с матрицей.
- Меньше износ: увеличивается срок службы пуансонов и матриц.
- Меньше тоннаж: требуется листогибочный пресс с меньшим тоннажем, чем было бы необходимо для той же гибки но с помощью другой техники.
Так же как и с преимуществами данного типа гибки, стоит иметь ввиду некоторые недостатки:
- Невысокая точность по углу: Точность угла гиба ниже чем при других способах работы. Точность составляет ориентировочно +/-1 градус.
- Обратное пружение: При данной технике можно работать с эффектом обратного пружения, но он его не отменяет. По этой причине данный способ гибки считается сложным при работе с деталями большого радиуса или с высокой степенью пружения.
2. Гибка в упор
При данном способе гибки лист полностью прижимается к наконечнику пуансона. Результат угла изгиба зависит от используемого пуансона и матрицы.
При гибке в упор лист опирается на дно V-раскрытия матрицы. Данная техника рекомендована к применению, если требуется максимальная точность угла и радиуса изгибаемого профиля.
Данная точность достигается за счет того, что лист формируется с более низкой опорой, что позволяет получить более однородный радиус гиба и существенно меньшее обратное пружинение. В конечном итоге это приводит к более точному углу гиба.
Для данного способа гибки принципиально важен выбор подходящих пуансонов и матриц. Необходимо точно рассчитать угол и открытие, которые должны иметь инструменты для получения желаемого результата с учетом обратного пружения у выбранного листа.
Пуансон и матрица должны иметь одинаковый угол, чтобы обеспечить лучшее распределение усилия на лист по обоим сторонам.
Преимуществами гибки в упор являются:
- Меньше давление: Хорошая точность с относительно небольшим применяемым давлением.
- Серийное производство: высокая производительность деталей при длительных производственных сериях.
- Меньше эффект обратного пружения.
- Меньше деформации на перфорированных листах: при данном способе отверсия, расположеные близко к линии гиба, меньше деформируются. Данная деформация корректируется в результате прижатия листа пуансоном к матрице.
- Большая точность: Приблизительный допуск 1/2 градуса.
Недостатками гибки в упор являются:
- Не допускает исправления: невозможно исправить ошибки в полученном результате, так как инструменты работают на максимуме своих возможностей. Ниже пуансон опускать нельзя.
- Малый диапазон углов: этот способ используется только для получения углов от 80 ° до 90 °.
- Потребность в дополнительных инструментах: для каждого конкретного угла гиба требуются специальные инструменты.
- Повышенное трение: в связи с большим трением между листом и матрицей сильнее заметны следы на согнутом металле.
3. Штамповка или Чеканка
Штамповка позволяет гнуть листовой металл, обеспечивая большее сопротивление определенным его участкам.
Данная техника получила свое название от аналогии с процессом штамповки – чеканки монет. Это связано с тем, что процесс чеканки характеризуется получением идентичных деталей, как и монеты.
Однако процесс штамповки требует очень высокого давления относительно толщины листа. Применяемое усилие при данной технике в 4-5 раз больше, чем при гибке воздухом.
Инструменты, используемые в процессе штамповки, должны иметь точный угол, который вы хотите получить на листе.
Фактически, требуемая сила воздействия необходима для того, чтобы избежать эффекта обратного пружения и, таким образом, «припечатать» или «штамповать» форму инструментов на листе.
При данном способе мы получаем неизменный результат, однако есть ограничения в работе с некоторыми толщинами и некоторыми формами гибки.
Одними из преимуществ штамповки листа являются:
- Неизменный результат
- Допуск 1/4 градуса
- Возможность получения минимального радиуса полученной детали
С другой стороны, недостатками являются:
- Снижение срока службы листогибочного пресса и инструментов
- Большее трение: высокий уровень трения приводит к неэстетичному виду полученной детали.
- Потребность в большем количестве инструмента: Для каждой толщины листового металла необходимо использовать разные пуансон и матрицу с учетом угла, радиуса, сопротивления и раскрытия матрицы.
- Только для малых толщин: Невозможно использовать данную технику при работе с толщиной больше 2мм, так как требуемое давление будет слишком высоким.
4. Изгиб листового металла или Калибровка
Этот тип гибки представляет собой разновидность гибки воздухом и позволяет получить листы с разными радиусами изгиба путем нескольких последовательных сгибов. Результатом такого гиба является угол с большим или меньшим радиусом.
Благодаря системе ЧПУ листогибочных станков мы можем запрограммировать этот тип гибки, введя радиус изгиба, расстояние между сгибами и угол.
В соответствии с желаемым типом отделки мы подбираем данное расстояние, чем меньше расстояние между сгибами, тем более точным получается результат. После ввода этих данных ЧПУ отвечает за выполнение необходимых вычислений для определения степеней изгиба в каждом из них, так что конечный результат представляет собой изгиб.
Некоторыми преимуществами калибровки являются:
- Возможность выполнения изгибов: Хотя и листогибочные прессы не являются идеальными станками для выполнения изгибов листа, данная техника позволяет выполнять изгибы очень близкие к складке,которые невозможно получить другим путем.
- Широкий диапазон радиусов изгиба: этот метод позволяет получить широкий диапазон радиусов изгиба на сложенных деталях. При помощи набора инструментов (пуансона и матрицы) на 30 ° можно получить любую кривую от 0 ° до 90 °.
- Меньше давление: необходимое давление ниже, чем при других способах работы, так как при выполнении нескольких сгибов, градус гибки небольшой и не требует большого давления.
- Меньшее трение: на листе остается меньше следов из-за относительно небольшого трения поверхности с матрицей и малого давления пуансона.
- Меньший износ: увеличение срока службы пуансона и матрицы.
Так же как и с преимуществами данного типа гибки, стоит иметь ввиду некоторые недостатки:
- Видимость складок: в отличие от гибки листа, калибровка множеством изгибов не обеспечивает тотже результат отделки. В результате гибки данной видны складки.
- Обратное пружение: данная техника работает с эффектом обратного пружения, но не отменяет его. По этой причине данную технику считают достаточно сложной для работы с большими радиусами или с деталями, имеющими высокий эффект обратного пружения.
Для того, чтобы узнать больше о типах гибки,как выбрать пуансон и матрицу, как программировать ЧПУ, как интерпретировать таблицу гибки, какие факторы следует учитывать для получения оптимального результата и многое другое, предлагаем ознакомиться с подробным видео пособие по гибке на Гидравлическом листогибочном прессе MP3003ЧПУ.
Оставить комментарий
Последние новости
Как согнуть квадратную трубу без складок: пять проверенных методов

Что такое промышленное оборудование, его виды и для чего оно используется

Автоматическая гибка с помощью станков с ЧПУ Nargesa



Подписывайтесь на нашу новостную рассылку
Присоединяйтесь к сообществу Nargesa и получайте всю информацию об отрасли, демонстрационные видеоролики, рекламные акции машин...
Клиенты
Некоторые из наших клиентов








