
Как выбрать подходящий трубогиб для вашего бизнеса
Если вы ищете станок для гибки труб и профилей для вашего бизнеса, то в Prada Nargesa мы считаемся одним из лучших производителей станков для гибки труб и профилей, как по качеству нашей продукции, так и по ценам и опыту. Далее мы расскажем вам, какие шаги необходимо предпринять при выборе промышленного гибочного станка. Узнайте, на что нужно обратить внимание, прежде чем выбрать станок для гибки труб и профилей, среди моделей линейки промышленного оборудования Nargesa: Профилегибочный станок MC150B, Профилегибочный станок MC200, Профилегибочный станок MC400, Профилегибочный станок MC200H, станок для гибки труб и профилей MC550 и Профилегибочный станок MC650.
Знайте тип работы и максимальный диаметр трубы
Мы должны точно знать, какую работу мы собираемся выполнять на гибочном станке. Важно знать, какой тип профилей и труб мы собираемся гнуть. Для того чтобы выбрать наиболее подходящий станок, необходимо знать, какой максимальный диаметр круглой трубы, трубы или профиля мы собираемся сгибать. От этого будет зависеть размер станка, который мы должны приобрести. Часто производительность станка зависит от размера вала. Например, трубогибочный станок с валом 80 мм при нормальных условиях сможет согнуть трубу диаметром не более 80 мм, за исключением небольших станков с валом 40 мм, которые смогут согнуть трубу диаметром до 2,5 дюймов (63,5 мм). Важно знать диаметры всех валов, а не только верхнего.
Цены на трубогибочные станки могут варьироваться в зависимости от диаметра
Разница в цене между гибочными станками разных диаметров очень велика, если нам нужен гибочный станок для труб диаметром более 2,5 дюймов. Цены на трубогибочный станок от 1 дюйма, 2 дюймов до 2 с половиной дюймов очень похожи, но начиная с 2 дюймов цена значительно возрастает.
2-валковый или 3-валковый привод?
Если работы выполняются нерегулярно и чистовая обработка не очень важна, можно использовать станок, в котором моторизованы только две оси. Имейте в виду, что гибочные станки с двумя гибочными валами с приводом должны иметь ролики, матрицы или ролики с канавками для облегчения протягивания материала. Помните, что только два нижних вала имеют привод. Верхний вал не имеет его. При гибке профилей и квадратных труб на этом типе гибочных станков всегда отмечается угол материала, соприкасающийся с двумя нижними роликами. Если вам нужно согнуть круглую трубу, мы рекомендуем использовать гибочный станок с тремя роликами с приводом. Так вы избежите проблем с двигателем. При использовании только двух приводных роликов ролик проскальзывает и не позволяет выполнять работу так же быстро, как при использовании трех роликов.
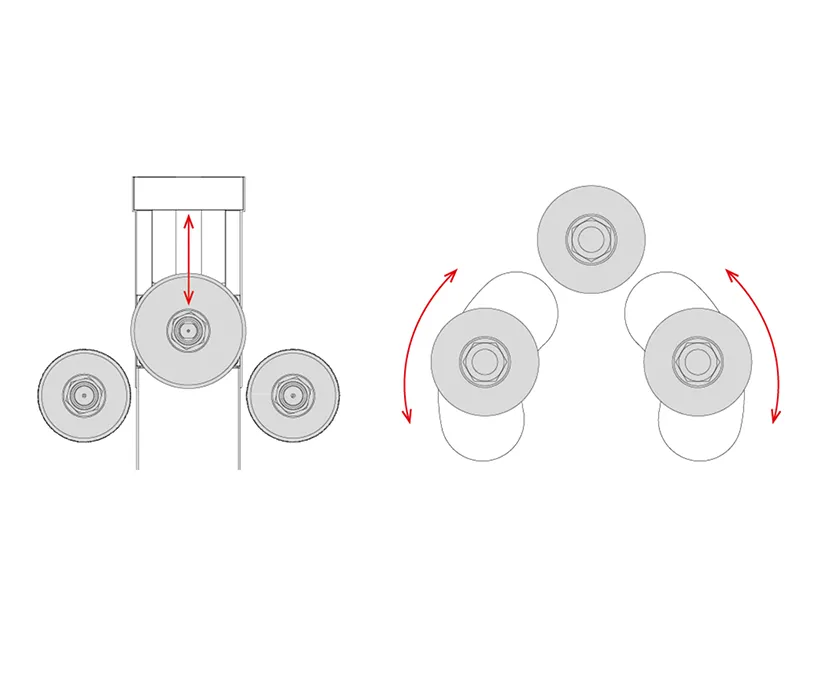
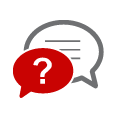
Какой тип промышленного гибочного станка лучше выбрать: пирамидогибочный или асимметричный?
Пирамидогибочный станок легко узнать: только верхний и центральный ролики двигаются вверх и вниз. Он может быть ручным с помощью рукоятки или гидравлического поршня. Асимметричный гибочный станок, напротив, позволяет двум боковым роликам двигаться, чтобы определить диаметр гиба.
Пирамидальный гибочный станок может быть с тягой к двум нижним роликам или с тягой к трем роликам. Этот станок имеет больше возможностей для гибки труб большого диаметра, так как расстояние между центрами нижних осей очень велико и всегда фиксировано по сравнению с асимметричными гибочными станками. Если вам нужно гнуть профили больших размеров в большинстве случаев и с отводами очень большого диаметра, эта система - хороший вариант. С другой стороны, если выполняемые работы разнообразны и иногда требуются очень маленькие диаметры изгибов, лучшим вариантом будет асимметричный станок для гибки профилей и труб, так как центры валов меняются до тех пор, пока нижние ролики не коснутся верхнего ролика, что позволяет свести диаметры изгибов к минимуму. Такая система гибки позволяет использовать гораздо больше преимуществ материала благодаря тому, что валы расположены ближе друг к другу. В Prada Nargesa считают, что асимметричный гибочный станок гораздо более универсален, эффективен и быстр, чем пирамидальный гибочный станок.
Советы по принятию решения о покупке профилегибочного станка с точки зрения механики
Знание материала, из которого изготовлены валы, позволяет определить их упругость. Никогда не покупайте гибочный станок, валы которого не закалены и не отшлифованы. В идеале они должны быть изготовлены из стали D2 или ее аналогов. Они позволят гибочному станку подвергаться чрезмерным нагрузкам без возможности поломки валов.
Тяговое усилие трубогиба очень важно
Существуют различные системы привода. Лучшим решением является тяга с помощью звездочек с индукционной закалкой, так как они не теряют своей эффективности в течение всего срока службы трубогиба. В случае с теми, кто использует звездочки и цепь, важно знать, что со временем цепь рассыпается, и во многих случаях станок оказывается недостаточно эффективным. В других гибочных станках используется карданная система с пластиковым предохранительным устройством для предотвращения перенапряжения. Последний ломается, когда мы хотим согнуть профиль слишком сильно или слишком быстро. Другая система, используемая в гибочных станках большой мощности, - это гидравлические моторы и индукционные закаленные шестерни. Эта система очень похожа на мотор-редуктор с закаленными шестернями и так же эффективна. Очень важно принимать во внимание эти механические аспекты, поскольку, несмотря на то, что изначально машины могут быть более экономичными, в конечном итоге они оказываются более дорогими и не очень устойчивыми.
Что лучше выбрать - вертикальный или горизонтальный прокатный станок?
Этот выбор очень прост. Иногда выбор того или иного варианта определяется высотой наших установок. Если нам нужно согнуть трубу диаметром около 4 метров, а наша мастерская не имеет такой высоты, то при покупке гибочного станка следует выбрать горизонтальный трубогиб. Если нам нужно гнуть трубы большого диаметра, предпочтительнее использовать горизонтальный гибочный станок и установить с обоих концов гибочного станка роликовый конвейер, чтобы облегчить работу по гибке. Гибочные станки для валов диаметром до 2,5 дюймов, или 40 мм, обычно устанавливаются вертикально. Это более удобный способ гибки всех профилей. Что касается станков с валом 60 мм и более, то их обычно готовят к установке в обоих положениях, хотя это всегда зависит от профиля, который необходимо согнуть.
Как должно выглядеть шасси трубогиба?
В настоящее время практически ни один производитель не использует чугунные шасси. Ни в коем случае, особенно если вы хотите выполнять работу профессионально и надежно, не стоит покупать трубо- и профилегибочный станок из чугуна. Он может незаметно треснуть при любом перенапряжении. Корпус гибочного станка должен быть изготовлен из сварного чугуна и впоследствии правильно обработан, после разумного времени для стабилизации.
Какими подшипниками следует оснастить трубогиб и профилегиб, чтобы сделать его более прочным?
Избегайте гибочных станков с обычными шарикоподшипниками. Современные гибочные станки оснащаются коническими подшипниками, которые гораздо прочнее и надежнее.
Подходит ли гибочный станок для гибки железа для гибки алюминия?
В большинстве случаев гибочные станки для железа подходят только для гибки железа, а гибочные станки для алюминия - только для гибки алюминия. Для качественной гибки железных профилей важно, чтобы центры валов располагались как можно ближе друг к другу. В отличие от станков для гибки алюминия, у которых валы расположены гораздо дальше друг от друга и часто регулируются между собой. Если алюминиевый профиль небольшой или простой, мы можем спросить у производителя, возможно ли это, всегда указывая, до какого минимального диаметра мы хотим согнуть алюминиевый профиль. В большинстве случаев алюминиевые профили заполняются очень мелким песком или мраморной крошкой. Они вибрируют, и, наконец, профиль готов к сгибанию. Многие алюминиевые профили можно согнуть только таким способом.
Какова гарантия на станок для гибки труб и профилей?
Гарантия производителя - еще один фактор, который помогает нам сделать выбор в пользу той или иной марки. Обязательно, в зависимости от страны, гарантия на профилегибочные станки обычно составляет один год. В Prada Nargesa мы даем 3 года гарантии на наши модели гибочных станков (Профилегибочный станок MC150B, Профилегибочный станок MC200, Профилегибочный станок MC400, Профилегибочный станок MC200H, станок для гибки труб и профилей MC550 и Профилегибочный станок MC650)
Новые технологии. Управление ESA
Трубогибочные станки MC550 и MC650 Nargesa оснащены современным управлением, включающим 7-дюймовый цветной сенсорный экран, очень интуитивно понятным и простым в управлении, а также оснащены новейшей технологией 4.0. При изготовлении первой детали каждый из этапов может быть сохранен, чтобы управление автоматически повторяло эти операции на последующих деталях, без необходимости контролировать продольное позиционирование. Кроме того, программа позволяет сохранять информацию о типе и размере трубы или профиля, материале и конфигурации роликов для будущих серий, а также другие функциональные возможности.
Устойчивое развитие
В компании Nargesa понимают, насколько важно в наше время экономить электроэнергию. Именно поэтому наши новые машины MC550 и MC650 оснащены инновационной функцией EcoMode, которая автоматически отключает наиболее энергоемкие электрические части в периоды бездействия, что позволяет значительно экономить электроэнергию. Для возобновления производства требуется только нажатие кнопки, что делает процесс не только эффективным, но и экологически безопасным. Эта особенность не только способствует экономии для наших клиентов, но и отражает нашу твердую приверженность принципам устойчивого развития и защиты планеты. В компании Nargesa мы считаем, что каждое небольшое достижение в области технологий может оказать большое влияние на экологическую устойчивость.
Соображения безопасности
При использовании гибочных станков необходимо соблюдать правила техники безопасности. К основным элементам безопасности относятся системы аварийной остановки и защиты от перегрузки. Использование средств индивидуальной защиты (СИЗ) также необходимо для обеспечения безопасности операторов.
Техническое обслуживание и долговечность
Чтобы обеспечить долговечность и эффективность работы гибочного станка, необходимо соблюдать правила профилактического обслуживания, такие как регулярная чистка и надлежащая смазка. Важными факторами, которые необходимо учитывать, являются ожидаемый срок службы станков и их основных компонентов, а также доступность и стоимость запасных частей.
Обучение и послепродажная поддержка
Наличие обучения для операторов и техников, а также качество и доступность послепродажной поддержки, предлагаемой производителями, являются ключевыми факторами, которые могут повлиять на ваше решение. Хорошая послепродажная поддержка гарантирует, что вы сможете быстро и эффективно решить любые проблемы.
Оставить комментарий
Последние новости

Что такое промышленное оборудование, его виды и для чего оно используется

Автоматическая гибка с помощью станков с ЧПУ Nargesa

Prada Nargesa: Инновации на выставке industryLIVE 2025



Подписывайтесь на нашу новостную рассылку
Присоединяйтесь к сообществу Nargesa и получайте всю информацию об отрасли, демонстрационные видеоролики, рекламные акции машин...
Клиенты
Некоторые из наших клиентов








