
Plegado de chapa industrial: Tipos y características
El plegado de chapa es un proceso de fabricación esencial en la industria metalúrgica que consiste en deformar una lámina metálica, comúnmente llamada chapa, para obtener un ángulo o forma específica. Este proceso se utiliza para crear una amplia variedad de productos y componentes metálicos, desde piezas simples como son los soportes hasta estructuras complejas como carrocerías de vehículos y componentes de maquinaria. Antes de empezar a trabajar con una Plegadora Hidráulica MP1500CNC y Plegadora Hidráulica MP3003 CNC es imprescindible conocer sus diferentes tipos de plegado

Tipos de plegado de chapa
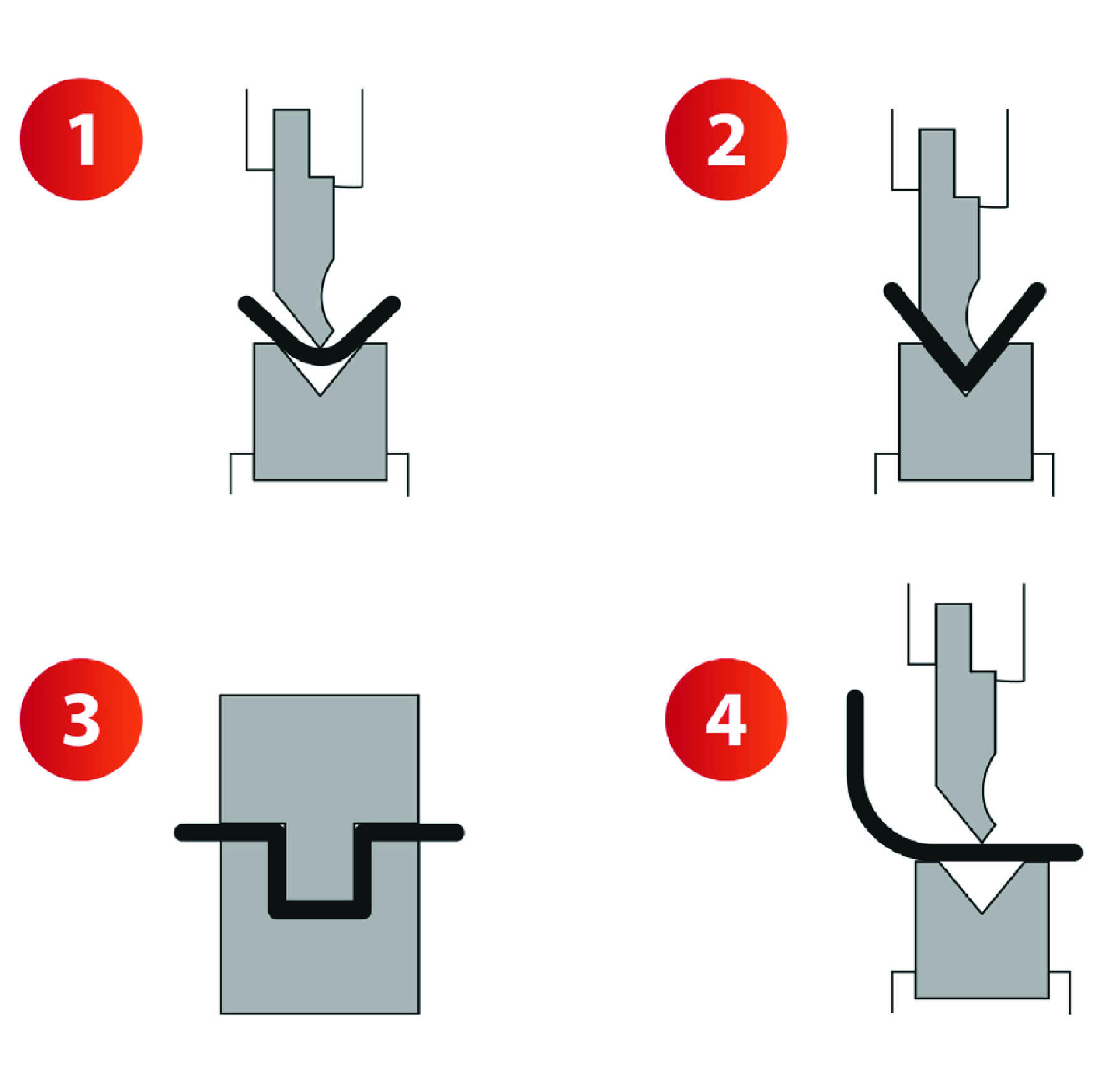
1. Plegado al aire
Es el plegado realizado sobre la matriz sin que la chapa plegada con el punzón alcance la parte inferior de la misma. Es decir, en el momento que el punzón alcanza su posición más baja existe una luz o un espacio de aire por debajo de la lámina, entre ésta y la matriz. Esto permite obtener diferentes ángulos de plegado utilizando las mismas herramientas, lo que requiere trabajar con extrema precisión para garantizar un resultado perfecto.
Desde la introducción del CNC a las Plegadora Hidráulica MP1500CNC y Plegadora Hidráulica MP3003CNC, la forma de plegado que se utiliza con más frecuencia es el plegado al aire o plegado parcial. Durante cualquier proceso de plegado, la chapa ejerce un retorno elástico en cuanto dejamos de ejercer presión sobre ella. Gracias al CNC la técnica de plegado al aire, estima de cuantos grados será este retorno y baja el punzón teniendo en cuenta este factor.
Existen dos aspectos fundamentales que debemos controlar a la hora de realizar este tipo de plegado: La posición de la trancha al bajar y la presión que se ejerce sobre el material, estos dos conceptos son vitales para poder usar esta técnica de plegado con garantías.
Ventajas del plegado al aire
- Mayor gama de ángulos de plegado: Esta técnica permite obtener una gama mayor de ángulos en las piezas plegadas con la Plegadora Hidráulica MP1500CNC i Plegadora Hidráulica MP3003 CNC. Con un kit de utillajes (punzón y matriz) a 30° puede obtenerse, mediante plegado al aire, cualquier graduación desde 30° hasta 180°.
- Más rapidez en la ejecución: El plegado al aire es más rápido, ya que para obtener un ángulo más agudo, es suficiente con bajar la trancha algunos milímetros. En otras técnicas, en cambio, se debe ejercer más presión o aumentar el tiempo de reposo de la trancha.
- Menor presión: La presión necesaria es menor que en otras formas de trabajo.
- Menor fricción: La lámina resulta menos marcada debido a la poca superficie de fricción con la matriz.
- Menor desgaste: Los punzones y las matrices aumentan su vida útil.
- Menor tonelaje: Se necesita una plegadora con menor tonelaje a la que sería necesaria para el mismo plegado con otra técnica.
Desventajas del plegado al aire
- Menor precisión de plegado: La precisión del ángulo de plegado es menor que en otros tipos de plegado. La precisión es aproximadamente de +/- 1 grado.
- Retorno elástico: Esta técnica trabaja con el retorno elástico, pero no lo elimina. Por esta razón es una técnica difícil para trabajar grandes radios o piezas con gran retorno elástico.
2. Plegado a fondo
Es el plegado realizado sobre la matriz, presionando la chapa con el punzón hasta que se alcanza la parte inferior de la misma. El ángulo de plegado resultante depende del punzón y la matriz utilizados.
Con la técnica de plegado a fondo, la lámina llega a apoyarse sobre el fondo de la V de la matriz inferior. Esta técnica es preferible cuando se busca mayor precisión en el ángulo y en el radio del perfil a plegar.
La precisión aumenta ya que la lámina se conforma con un apoyo inferior que permite obtener un radio más homogéneo en la punta del plegado y una mayor rotura del retorno elástico. Esto resulta finalmente en un plegado más preciso.
Para esta forma de plegado es esencial elegir los punzones y las matrices adecuados. Debe calcularse con precisión el ángulo y abertura que deben tener las herramientas para obtener el perfil deseado con el retorno elástico que dicha lámina presentará.
El punzón y matriz deben tener el mismo ángulo, para obtener una mejor distribución de la fuerza sobre la lámina entre ambos lados.
Ventajas del plegado a fondo
- Menor presión: Buena precisión con menor presión de la Plegadora Hidráulica MP1500CNC i Plegadora Hidráulica MP3003 CNC.
- Producción en serie: Mayor repetibilidad de las piezas en caso de series de producción largas.
- Menor retorno elástico
- Menor deformación en chapas punzonadas: En caso de agujeros cercanos a la zona de plegado, estos resultan menos deformados. Esta deformación se corrige, en parte, al ser prensada la lámina entre las herramientas.
- Mayor precisión: Tolerancia aproximada de 1/2 grado.
Desventajas del plegado a fondo
- No permite correcciones: Resulta imposible corregir errores en el resultado del ángulo, ya que las herramientas están al máximo de su posibilidad. No es posible descender más el punzón.
- Poca gama de ángulos: Esta técnica se usa solo para obtener ángulos entre 80° y 90°.
- Necesidad de más utillajes: Son necesarias herramientas especificas para cada plegado en particular.
- Mayor fricción: Mala calidad estética de las piezas plegadas debido a una mayor fricción entre la chapa y la matriz.
3. Estampado
El estampado permite realizar un plegado de la chapa sobre sí misma para proporcionar más resistencia a determinadas zonas de esta.
La técnica de estampado recibe su nombre del proceso por el cual se estampan monedas. Esto se debe a que el proceso de estampado, es aquel que permite obtener piezas perfectamente iguales entre sí, como lo son las monedas.
El proceso de estampado, sin embargo, es aquel que requiere una presión muy grande respecto al espesor de la lámina. Esta técnica necesita una fuerza de 4 o 5 veces la presión que se usa en el plegado al aire. Los utillajes usados en el proceso de estampado, deben tener el ángulo exacto que desea obtenerse en la pieza de lámina. De hecho, la fuerza que el proceso exige es la necesaria para romper el retorno elástico de la lámina, y así “imprimir” o “estampar” la forma de las herramientas en la lámina. Evidentemente es un proceso constante, pero limitado a ciertos espesores y a algunas plegadoras en particular.
Ventajas del estampado
- Resultado constante
- Tolerancia de 1/4 de grado
- Posibilidad de obtener radios mínimos en la pieza plegada
Desventajas del estampado
- Reducida vida útil de la plegadora y las herramientas
- Mayor fricción: Mal resultado estético de la lámina plegada debido al alto grado de fricción.
- Necesidad de más utillajes: Cada espesor de chapa debe usar un punzón y una matriz diferente, respetando el ángulo, el radio, la resistencia y la abertura de la matriz.
- Solo para espesores de chapa pequeños: Es imposible usar esta técnica en espesores mayores a 2mm ya que la presión necesaria sería demasiado alta.
4. Curvado de chapa o Calandrado
Este tipo de plegado es una variante del plegado al aire que permite obtener diferentes radios de curvatura de una chapa a partir de múltiples plegados secuenciales realizados sobre la misma. El resultado de este tipo de plegado es un ángulo con un radio mayor o menor.
Gracias al CNC de las Plegadora Hidráulica MP1500CNC i Plegadora Hidráulica MP3003 CNC podemos programar este tipo de plegado introduciendo el radio de curvatura, la distancia entre los plegados y el ángulo. Esta distancia la escogemos a criterio del tipo de acabado que deseemos, a menor distancia entre pliegues, mejor definición de la curva. Introducidos estos datos, el CNC se encarga de realizar los cálculos necesarios para determinar los grados de plegado en cada uno de ellos para que el resultado final sea una curva.
Ventajas del curvado de chapa o calandrado
- Posibilidad de realizar curvados: Aunque las plegadoras de chapa no son las máquinas ideales para realizar curvados en chapa, este tipo de plegado nos permite realizar curvados muy próximos a un pliegue que no sería posible de ninguna otra manera.
- Gran gama de radios de curvado: Esta técinca permite obtener una gran gama de radios de curvado en las piezas plegadas. Con un kit de utillajes (punzón y matriz) a 30° puede obtenerse, mediante estas secuencias de plegado, cualquier curva desde 0° hasta 90°.
- Menor presión: La presión necesaria es menor que en otras formas de trabajo ya que al realizar múltiples plegados, los grados de plegado son pequeños y no requieren mucha presión.
- Menor fricción: La lámina resulta menos marcada debido a la poca superficie de fricción con la matriz y la poca presión del punzón.
- Menor desgaste: Los punzones y las matrices aumentan su vida útil.
Desventajas del curvado de chapa o calandrado
- Percepción de los pliegues: A diferencia del curvado de chapa, el calandrado mediante múltiples plegados no proporciona el mismo acabado en el resultado final. En la chapa curvada mediante esta técnica se pueden apreciar los pliegues.
- Retorno elástico: Esta técnica trabaja con el retorno elástico, pero no lo elimina. Por esta razón es una técnica difícil para trabajar grandes radios o piezas con gran retorno elástico.
Para conocer más sobre Tipos de plegado, cómo elegir los punzones y las matrices, cómo programar el CNC, interpretar las tablas de plegado, los factores a tener en cuenta para conseguir un plegado óptimo y mucho más pueden ver el video tutorial de plegado de la Plegadora hidráulica Nargesa MP3003CNC.
Escribe un comentario
Últimas noticias

Qué es la maquinaria industrial, tipos y para qué se usa

Doblado automatizado con las Curvadoras CNC Nargesa

Prada Nargesa: Innovación en industryLIVE 2025



Suscríbete a nuestra Newsletter
Únete a la comunidad Nargesa y recibe toda la información del sector, vídeos demostrativos, promociones en maquinaria…
Clientes
Algunos de nuestros









Comentarios
Precio
Andrés - Jue, 09/06/2022
Quisiera conocer el precio de esta máquina plegadora
Re: Precio
Nargesa - Jue, 09/06/2022
Saludos señor Andres Por favor envíe un email a [email protected] y nuestro departamento comercial le hará la cotización de los dos modelos que fabricamso de Plegadoras de chapa. Saludos cordiales
Más información de plegadora cnc
Edwin Huarachi - Dom, 09/07/2023
Buenas estimados, soy un pequeño productor boliviano, me dedico a la fabricación de tableros eléctricos y otros en Bolivia, quiero mejorar la calidad de mis productos y requiero más información sobre la plegadora.
Re: Más información de plegadora cnc
Nargesa - Dom, 09/07/2023
Hola señor Edwin Huarachi Le enviaremos esta información de los dos modelos de Plegadoras de láminas que fabricamos, en la mayor brevedad posible. Saludos a Bolivia
Cotización Plegadora de Chapa
Wenceslao Quis… - Mar, 25/07/2023
Buen día señores de NARGESA
Estuve viendo sus videos de cómo funciona la PLEGADORA, estoy interesado en comprar una maquina, quisiera que me pueda enviar una cotización detallada de las dos maquinas plegadoras, soy de Bolivia. Muchas gracias
Re: Cotización Plegadora de Chapa
Nargesa - Mar, 25/07/2023
Buenos días señor Quispe Nuestro departamento comercial le enviará la ficha técnica y la cotización de los dos modelos de Plegadoras hidráulicas que fabricamos. Saludos para Bolivia